

想要知道【钢板】锅炉管实体厂家大量现货产品如何?看视频就知道!看视频,选产品更明智!
以下是:【钢板】锅炉管实体厂家大量现货的图文介绍


复合耐磨板钼具有熔点高、导热导电性能好、膨胀系数小,常用于高温环境.然而,钼的低温脆性、再结晶脆性、高温抗氧化能力差等缺点,限制了其使用(略)化物不但能提高钼的再结晶温度和高温抗蠕变性能,而且明显降低钼的塑脆转变温度,增加延伸性,改善钼的室温脆性,扩大了钼板的使用范围.目前,国内外对液-液掺杂方式制备稀土钼合金板材的研究和(略)所以对其制备和性能的研究非常有意义.
复合耐磨板对溶胶凝胶法和(略)备出的稀土钼合金进行比较,得出溶胶凝胶法制备出的稀土钼合金较好,终采用溶胶凝胶、粉末冶金等工艺制备出不同掺杂量的稀土掺杂钼坯,对烧结坯的密度、硬度、冲击韧性和抗弯强度进行检测;然后对轧制成厚度为1.0mm的板材,进行不同温度的退火后的室温拉伸性能测试,再通过热模拟机对其高温拉伸性能进行检测,研究(略)0℃-1200℃以及应变速率在0.01s~(-1)和0.001s~(-1)条件下的高温变形行为.同时利用XRD、SEM、EDS等检测手段对掺杂钼坯的组织、板材的室温和高温拉伸断口形貌及组织进行了分析.终得(略)论: 镧终以氧化镧的形式存在于钼粉和钼坯中,对钼粉和钼坯都有一定的细化作用。



4、必须分析零件服役条件及失效的原因,进而合理地选择堆焊金属层的材料,以便充分发挥堆焊层的功能。
5、堆焊时必须减少母材在堆焊层中的熔入量,在焊材耗损较少的情况下就能达到所需的焊缝金属成分,即稀释率要低。
6、为提高生产率,保证堆焊金属的质量,必须选择合适的焊接方法和正确的堆焊工艺。
目前堆焊已广泛应用于矿山、冶金、农机、建筑、电站、铁路、车辆、石油、化工等行 业的设备制造与修复,以及工具、模具的制造和修理。
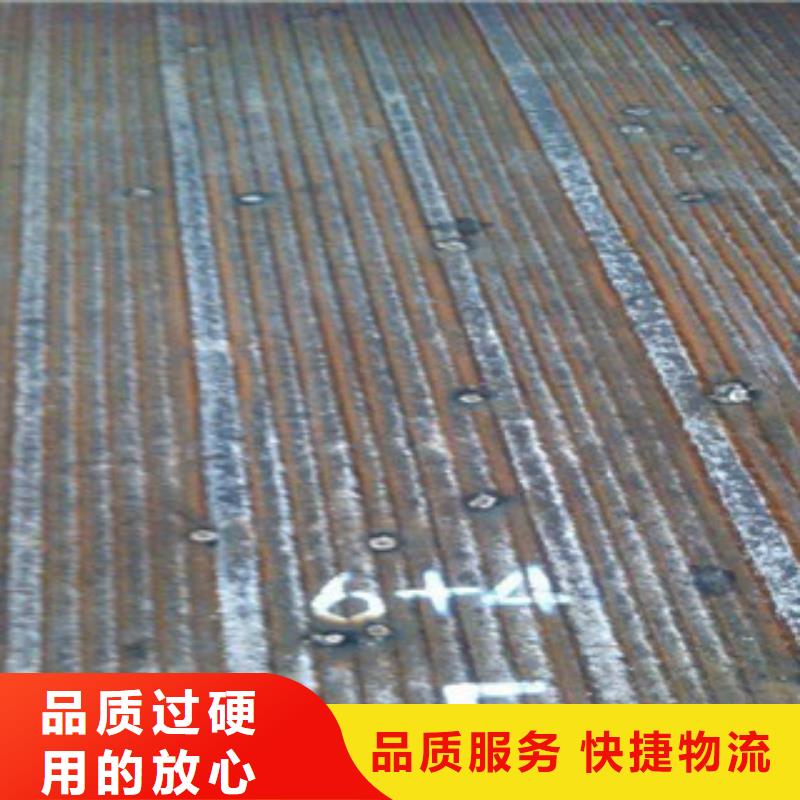
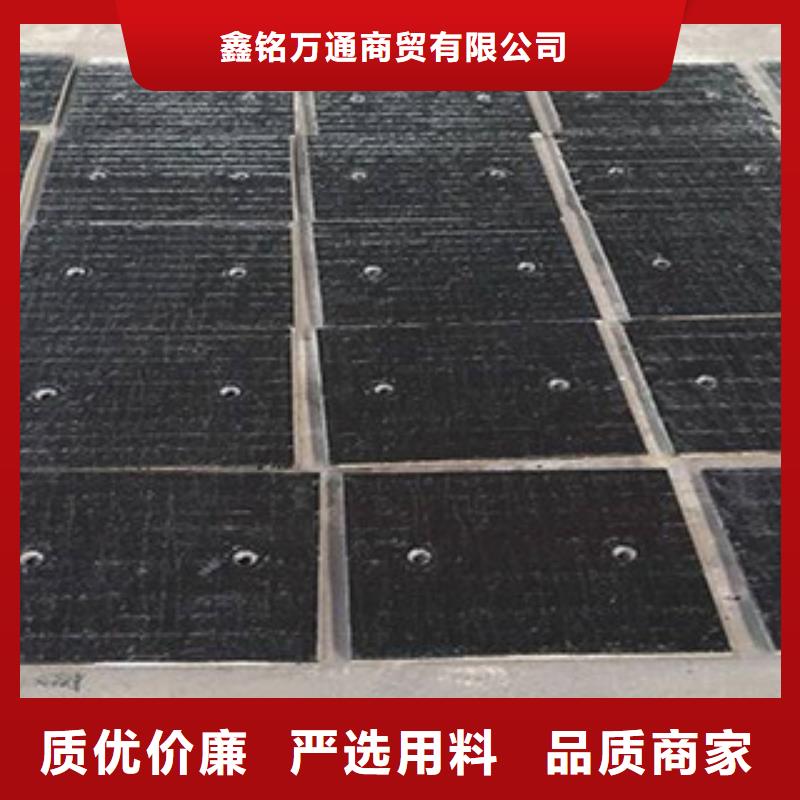
双金属复合衬板焊接的工艺技术比较先进,一般需要专业领域的人员才可以熟练的操作,双金属复合衬板焊接要涉及到的几个工序包括切割,预热,打孔等,双金属复合衬板焊接加工时一般要根据双金属复合衬板的硬度合理的使用切割工具和一定的切割速度,才能完成比较好的双金属复合衬板切割焊接工作,如果另一种利用人为的焊接的话,也要非常注意双金属复合衬板焊接时的温度控制问题,下文都会仔细说下。
5、堆焊时必须减少母材在堆焊层中的熔入量,在焊材耗损较少的情况下就能达到所需的焊缝金属成分,即稀释率要低。
6、为提高生产率,保证堆焊金属的质量,必须选择合适的焊接方法和正确的堆焊工艺。
目前堆焊已广泛应用于矿山、冶金、农机、建筑、电站、铁路、车辆、石油、化工等行 业的设备制造与修复,以及工具、模具的制造和修理。
双金属复合衬板焊接的工艺技术比较先进,一般需要专业领域的人员才可以熟练的操作,双金属复合衬板焊接要涉及到的几个工序包括切割,预热,打孔等,双金属复合衬板焊接加工时一般要根据双金属复合衬板的硬度合理的使用切割工具和一定的切割速度,才能完成比较好的双金属复合衬板切割焊接工作,如果另一种利用人为的焊接的话,也要非常注意双金属复合衬板焊接时的温度控制问题,下文都会仔细说下。



鑫铭万通商贸有限公司(湖州分公司)服务多行业,秉着“崇尚质量、以人为本、追求卓越”的宗旨,以的的品质、合理的价格及完善的服务不断赢得用户的信赖和好评。


℃左右热输入26-31KJ/cm气体保护焊 08Mn2SiA+C02预热100℃左右热输入14-17KJ/cm。双金属复合衬板焊接时的材料其中加入Si、Mn增加了钢的强度及耐磨性,C与Mn相配合,使钢具有加工硬化能力,提高抗磨性。Cr、Mo等合金元素可以降低临界冷却速度,促使钢生成马氏体,改善钢的焊接性能
高硬度堆焊耐磨衬板成形性能是一项复杂的特性,因为它是与非常复杂的成形环境相关的。一般来说,高硬度堆焊耐磨衬板成形性能依赖于压力、拉力、拉伸速率、温度等与金属抵抗伸长断裂有关的因素,金属材料的尺寸、形状、第二相粒的分布状况等对材料性能影响也很大。高硬度堆焊耐磨衬板成形过程不是稳定不变的,而是一个逐步慢慢变化的过程。压力以及拉力的分布.决定于许多重要的工艺参数,例如模具的设计、工件尺寸形状和润滑。控制这些参数以及一些墓本的材料参数,可增加金属材料在断裂之前的塑性变形程度。
高硬度堆焊耐磨衬板成形性能是一项复杂的特性,因为它是与非常复杂的成形环境相关的。一般来说,高硬度堆焊耐磨衬板成形性能依赖于压力、拉力、拉伸速率、温度等与金属抵抗伸长断裂有关的因素,金属材料的尺寸、形状、第二相粒的分布状况等对材料性能影响也很大。高硬度堆焊耐磨衬板成形过程不是稳定不变的,而是一个逐步慢慢变化的过程。压力以及拉力的分布.决定于许多重要的工艺参数,例如模具的设计、工件尺寸形状和润滑。控制这些参数以及一些墓本的材料参数,可增加金属材料在断裂之前的塑性变形程度。



输送用埋弧焊双金属复合衬板的焊缝 余高,在多个标准中都作了规定。
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐

